






Welding of Test Pieces
WPS
Welding is carried out in accordance with the welding procedure specification (WPS), prepared by a customer. Q Techna can provide the support you may need.
Where does the welding of test pieces take place?
To achieve optimum results we recommend that the test pieces be welded on customer's premises under our supervision. Thus welders work in their own environment using their own equipment.
Q Techna professionals will assist you in the preparatory phase of certification tasks for the range to best suit your production.
Issuance of Certificate and Certified Personnel
Upon the fulfillment of all standard requirements a certificate is issued; its expiry date is defined by a reference standard.
A list of certified personnel may be obtained on request at info@qtechna.si, or through online inquiry.

Frequently Asked Questions
What is the renewal period for welder certification against SIST EN ISO 9606?
3 (three) years
How long does it take to obtain the certificate?
The certificate is issued within 10 (ten) days at the latest, following the welding of samples/test pieces, or earlier, if so agreed.
What is the manner to define exact requirements for certification range?
The entire range is specified in the certification requirement on a form provided for the purpose.
What are the key variables that dictate the range of the certificate?
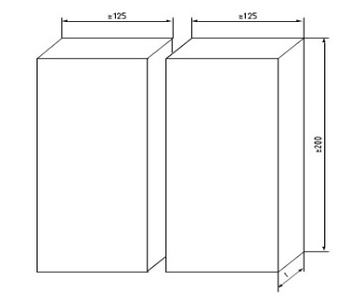
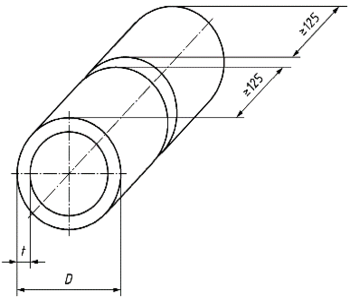
They are as follows: the welding procedure; type, thickness and shape of base material; type of filler material, welding joint type (butt/fillet), welding position, welding from both sides (bs), (i.e., with material backing), or with no material backing.
Does certification for butt welding cover also fillet welds?
In compliance with the last revision of the standard SIST EN ISO 9606-1:2013 the above is no longer the option. To comply with the requirements for fillet welding, an additional fillet weld must be performed on a test piece.
What is the certificate range pursuant to SIST EN ISO 9606-1?
It is stated on the certificate.
How to determine certification and accordingly the certificate validity?
The baseline are welds (zvarjenci) formed in production. Should you need any assistance, you may contact us, sending us drawings with welding process description, or call us.
How do we (get to) know what the certification cost is?
On the basis of your request we make you an offer.
How do we submit a request?
You can do it in a number of ways: through mail, e-mail, using online application on the first page for the area in question, by phone or in person.